Welcome, manufacturing industry professionals! In today’s fast-paced business environment, efficiency is key to staying competitive. That’s where ERP solutions come in to streamline processes and boost productivity. From managing inventory to tracking production schedules, ERP software can help manufacturers stay organized and reduce costly errors. Let’s explore how ERP solutions can revolutionize the way manufacturing industries operate.
Benefits of ERP Solutions for Manufacturing Industries
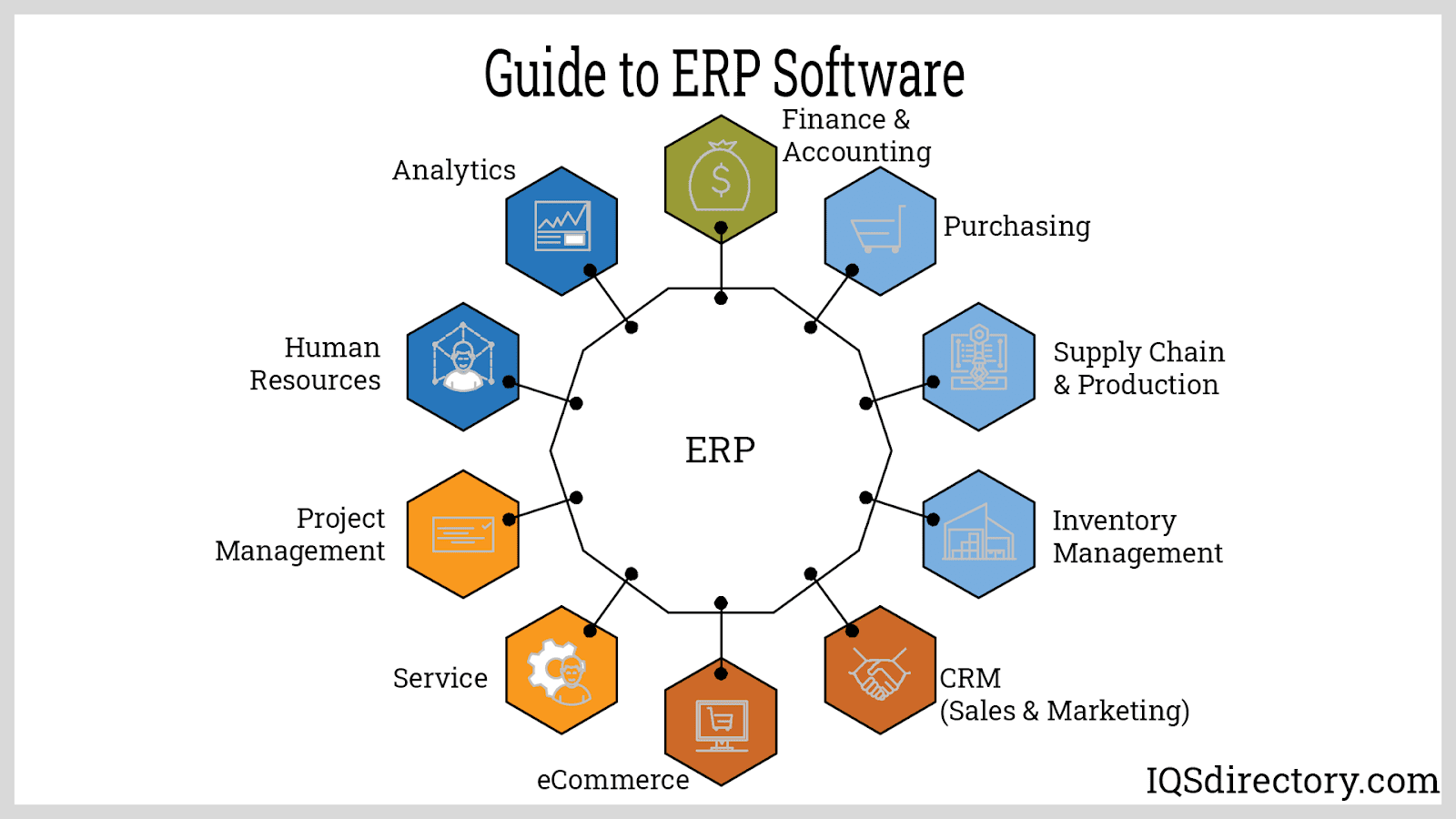
ERP solutions have revolutionized the way manufacturing industries operate by integrating various departments and functions into a single system. This integration leads to increased efficiency, improved productivity, and better decision-making processes. One of the key benefits of using ERP solutions in manufacturing industries is the ability to streamline operations and reduce operational costs. By automating manual processes and eliminating redundant tasks, manufacturers can save time and money, ultimately leading to improved profitability.
In addition to cost savings, ERP solutions in manufacturing industries also provide real-time visibility into the entire production process. This visibility allows manufacturers to track inventory levels, monitor production schedules, and identify any bottlenecks in the production line. With this information at their fingertips, manufacturers can make data-driven decisions to optimize their operations and meet customer demand more efficiently.
Another significant advantage of ERP solutions for manufacturing industries is improved quality control. By implementing a centralized system that tracks every step of the manufacturing process, manufacturers can identify and address potential issues before they escalate into larger problems. This proactive approach to quality control helps manufacturers deliver high-quality products to customers, ultimately enhancing customer satisfaction and loyalty.
Furthermore, ERP solutions enable manufacturers to comply with regulatory requirements and industry standards more easily. By centralizing data and documents in a single system, manufacturers can ensure that they are meeting all necessary regulations and requirements. This not only reduces the risk of non-compliance penalties but also helps manufacturers build a reputation for reliability and adherence to quality standards.
ERP solutions also facilitate better collaboration among different departments within a manufacturing organization. By providing a shared platform for communication and data sharing, ERP systems enable employees to work together more effectively and collaborate on projects seamlessly. This enhanced collaboration leads to faster decision-making, improved problem-solving, and increased innovation within the organization.
Overall, the benefits of ERP solutions for manufacturing industries are undeniable. From cost savings and improved productivity to enhanced quality control and better collaboration, ERP systems offer a wide range of advantages that can help manufacturers stay competitive in today’s fast-paced business environment. By harnessing the power of ERP solutions, manufacturing industries can streamline their operations, increase efficiency, and drive growth for their business.
Key Features to Look for in Manufacturing ERP Software
When choosing an ERP solution for your manufacturing industry, it is important to consider key features that will enhance efficiency and productivity. Here are some important features to look for in manufacturing ERP software:
1. Production Planning and Scheduling: An effective manufacturing ERP software should have robust production planning and scheduling capabilities. This feature allows manufacturers to create optimized production schedules, allocate resources efficiently, and track progress in real-time. It helps in reducing lead times, minimizing waste, and improving on-time delivery rates.
2. Inventory Management: Inventory management is a critical feature for manufacturing industries as it helps in managing raw materials, work in progress, and finished goods effectively. A good ERP solution should provide real-time visibility into inventory levels, track stock movements, and generate alerts for low stock levels. It should also support barcode scanning, serial number tracking, and lot control for better traceability.
3. Quality Control: Quality control is crucial in manufacturing to ensure that products meet predefined quality standards. Look for an ERP system that offers robust quality control features such as inspections, audits, non-conformance tracking, and corrective actions. This will help in identifying defects early, reducing rework, and improving overall product quality.
4. Supply Chain Management: Efficient supply chain management is essential for manufacturing industries to streamline procurement, manage vendor relationships, and optimize logistics. A comprehensive ERP solution should include features for purchase order management, supplier portal, vendor performance tracking, and demand forecasting. This helps in reducing costs, improving supplier collaboration, and enhancing supply chain visibility.
5. Shop Floor Control: Shop floor control features are essential for monitoring and managing production activities on the shop floor. Look for an ERP software that offers real-time production tracking, machine monitoring, work order management, and labor tracking functionalities. This enables manufacturers to identify bottlenecks, improve productivity, and make informed decisions to optimize production processes.
6. Reporting and Analytics: Reporting and analytics capabilities are crucial for manufacturing companies to gain insights into their operations, analyze performance metrics, and make data-driven decisions. Choose an ERP solution that offers customizable reports, dashboards, KPIs, and analytics tools to track key performance indicators, monitor trends, and identify areas for improvement.
By considering these key features when selecting a manufacturing ERP software, you can find a solution that meets your specific business requirements, improves operational efficiency, and drives growth in your industry.
Implementation Challenges in ERP Solutions for the Manufacturing Sector
Implementing an ERP solution in the manufacturing sector can be a complex and challenging process. There are several key challenges that organizations may face when implementing ERP solutions in their manufacturing operations. These challenges can range from technical issues to organizational and cultural barriers. In this article, we will delve into some of the specific implementation challenges that are commonly encountered in the manufacturing sector.
One of the major challenges that organizations face when implementing ERP solutions in the manufacturing sector is the integration of disparate systems. Many manufacturing companies have legacy systems and processes in place that are not easily compatible with the new ERP system. This can lead to data silos, duplication of effort, and inefficiencies in data management. Integration challenges can arise due to differences in data formats, protocols, and systems architecture. Overcoming these integration challenges requires careful planning, customization, and configuration of the ERP system to ensure seamless data flow and interoperability between different systems.
Another key challenge in ERP implementation for manufacturing industries is resistance to change. Manufacturing organizations often have established processes and routines that employees are comfortable with. Implementing a new ERP system can disrupt these familiar workflows, leading to resistance from employees who may be reluctant to adopt new technologies and ways of working. Overcoming resistance to change requires effective change management strategies, clear communication, training programs, and stakeholder engagement to ensure buy-in and support from all levels of the organization.
In addition to technical and organizational challenges, cultural barriers can also pose significant hurdles in the implementation of ERP solutions for manufacturing industries. Different departments within a manufacturing organization may have their own unique cultures, norms, and ways of working. Implementing an ERP system that standardizes processes and data across the entire organization can clash with these departmental cultures, leading to resistance and inefficiencies. To address cultural barriers, organizations need to foster a culture of collaboration, transparency, and continuous improvement. This can involve aligning organizational goals, values, and incentives to promote a common vision for ERP implementation and encouraging cross-functional teamwork and communication.
Finally, another common challenge in ERP implementation for manufacturing industries is scalability. As manufacturing organizations grow and evolve, their ERP systems need to scale with them to accommodate increasing volumes of data, users, and processes. Scalability challenges can arise from limitations in system architecture, performance issues, and constraints on resources. To ensure that the ERP system remains scalable and adaptable to changing business needs, organizations need to regularly assess and optimize their system architecture, hardware infrastructure, and software configurations. This may involve investing in cloud-based solutions, upgrading hardware and software components, and implementing best practices in system design and maintenance.
Case Studies of Successful ERP Integration in Manufacturing Companies
Implementing an ERP solution in a manufacturing company can be a game-changer, streamlining processes, improving efficiency, and increasing overall productivity. Here are some case studies of successful ERP integration in manufacturing companies:
Case Study 1: XYZ Manufacturing Company
XYZ Manufacturing Company, a leading player in the automotive industry, was facing challenges with outdated legacy systems causing bottlenecks in production. They decided to invest in an ERP solution to streamline their operations. After evaluating various options, they chose a cloud-based ERP system that could be seamlessly integrated with their existing systems.
The ERP solution helped XYZ Manufacturing Company automate their production planning, inventory management, and supply chain management processes. This resulted in a significant reduction in lead times, improved production efficiency, and better coordination between different departments. The company saw a 20% increase in overall productivity within the first year of implementing the ERP solution.
Case Study 2: ABC Electronics
ABC Electronics, a global manufacturer of electronic components, was struggling with siloed information and manual data entry processes. They decided to implement an ERP solution to centralize their data and streamline their operations. After thorough research, they selected an on-premise ERP system that could be customized to meet their specific needs.
The ERP solution helped ABC Electronics automate their order processing, inventory tracking, and financial management. This led to a 30% reduction in order errors, improved inventory accuracy, and streamlined financial reporting. The company also saw a 25% increase in customer satisfaction due to faster order processing and accurate delivery times.
Case Study 3: PQR Steel Industries
PQR Steel Industries, a major player in the steel manufacturing industry, was facing challenges with manual processes and lack of real-time visibility into their operations. They decided to invest in an ERP solution to modernize their processes and improve efficiency. After careful evaluation, they chose an ERP system that offered advanced reporting and analytics capabilities.
The ERP solution helped PQR Steel Industries automate their production scheduling, quality control, and procurement processes. This resulted in a 15% reduction in production costs, improved quality control, and better inventory management. The company also saw a 20% increase in on-time deliveries due to improved production planning and scheduling.
These case studies highlight the transformative impact of ERP solutions in manufacturing companies. By investing in the right ERP system and effectively integrating it with existing processes, companies can streamline operations, improve efficiency, and drive overall growth and success.
Future Trends and Innovations in ERP Solutions for Manufacturing Industries
As technology continues to advance, the future of ERP solutions for manufacturing industries looks promising. There are several trends and innovations that are expected to shape the industry in the coming years.
1. Artificial Intelligence (AI) Integration:
One of the most significant trends in ERP solutions for manufacturing industries is the integration of artificial intelligence. AI has the potential to revolutionize the way manufacturers operate by automating processes, predicting maintenance needs, and optimizing production schedules. With AI, manufacturers can make more informed decisions and improve efficiency across the board.
2. Internet of Things (IoT) Connectivity:
Another key trend in ERP solutions for manufacturing industries is the integration of IoT devices. IoT devices can collect real-time data from machines and equipment, providing manufacturers with valuable insights into their operations. By connecting these devices to their ERP systems, manufacturers can improve visibility, track performance, and identify areas for optimization.
3. Cloud-Based Solutions:
Cloud-based ERP solutions are gaining popularity in the manufacturing industry due to their flexibility and scalability. By moving their ERP systems to the cloud, manufacturers can access their data from anywhere, streamline collaboration, and reduce upfront costs. Cloud-based solutions also offer enhanced security measures, ensuring that sensitive business information remains protected.
4. Mobility and Accessibility:
With the increasing use of mobile devices in the workplace, manufacturers are looking for ERP solutions that are accessible on-the-go. Mobile ERP applications allow employees to access critical information from their smartphones or tablets, enabling them to make quick decisions and stay connected to the shop floor. This trend towards mobility and accessibility is expected to continue in the future, as manufacturers seek to empower their workforce and improve productivity.
5. Integration of Augmented Reality (AR) and Virtual Reality (VR):
One of the most exciting innovations in ERP solutions for manufacturing industries is the integration of augmented reality (AR) and virtual reality (VR) technologies. AR and VR are being used to enhance training programs, improve maintenance procedures, and assist with complex assembly processes. By incorporating these technologies into their ERP systems, manufacturers can provide immersive experiences that improve employee performance and drive operational excellence.
Originally posted 2024-06-20 16:46:39.